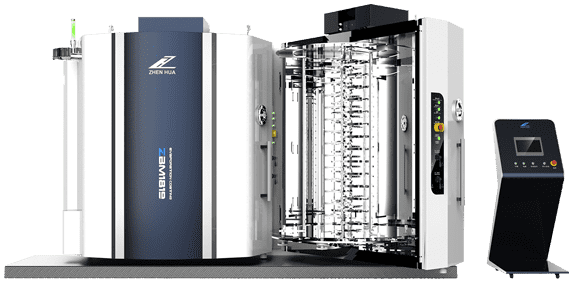
广东振华科技股份有限公司始创于1992年,是一家专门为客户提供优质真空镀膜解决方案的企业,公司独立研发、生产、销售真空镀膜设备,提供镀膜工艺及技术支持。公司总部设立在广东省肇庆市,在肇庆市设立了三个生产基地,分别为云桂振华工业园、北岭生产基地以及蓝塘生产基地;同时设有广东振华科技股份有限公司广东广州分公司、湖北办事处等多个销售服务点。